[VIP第1年] 指数:3
[VIP第1年] 指数:3
钢结构磁粉检测焊缝表面缺陷检测设备:磁粉探伤装置应根据被测工件的形状、尺寸和表面状态选择,并应满足检测灵敏度 的要求。电磁轭磁粉探伤仪的主要技术指标应符合对接管子和其它特殊试件焊缝的检测可采用线圈法、平行电缆法等。对于铸钢件可 采用通过支杆直接通电的触头法,触头间距宜为 75mm~200mm。 磁悬液施加装置应能均匀地喷洒磁悬液到试件上。磁粉探伤设备的其它装置应符合现行国家标准《无损检测 磁粉检测 第 3 部分: 设备》GB/T 15822.3 的有关规定。于损伤、腐蚀及灾害等原因可能造成材料性质发生改变时,检验批划分时,应考虑致损条件、损伤程度的同一性。贵州靠谱的钢结构检验检测送检流程图

钢结构在进行动力特性检测时,测试仪器的分辨率应根据被测结构的**小振动幅值选定。 动态信号测试仪应具备低通滤波,低通滤波截止频率应小于采样频率的 0.4 倍,防 41 止信号发生频率混淆。 动态信号测试系统的精度、分辨率、线性度、时漂等参数应符合相关规程的要求。在进行瞬态过程测试时,测试仪的可使用频率范围应比稳定测试时大一个数量级。传感器应具备机械强度高,安装调节方便,体积重量小而便于携带,防水,放电磁 干扰等性能。记录仪器或数据采集分析系统、电平输入及频率范围,应与测试仪器的输出相匹配。贵州靠谱的钢结构检验检测送检流程图钢结构检测的目视检测是指用眼睛或借助放大镜直接观察检查钢材和焊缝表面质量的无损检测方法。

二、抽查检测**工艺卡在检查的时候,需要控制好检查的数量,做好对不同构件的详细检查。因为在我们检查的时候,还会存在很大的缺漏,所以再次检查会提高检测的严格性,从而做好对构件的进一步质量控制。在我们使用这种检测方法时,重要的一点就是对检测的要求进行进一步的控制。对于质量检查员来说是,使用设备需要做好对设备的质量的保障。因为检测过程是一个比较精细的过程,所以在检测的时候使用的仪器也需要得到一种检测,从而对构建检测做好控制。三、磁粉探伤检测质量控制措施磁粉探伤检查也是有效的无损检测方式,可以被应用在钢结构检测中,但是为提高磁粉探伤检测的可靠性,有关检测人员应当采取以下质量控制对策:首先,确保检测设备、技术等选择的合理性,而且在实际检测时,针对待检测元件的特征还要加以了解,这样才能更好地应用检测设备与技术,进而提高检测工作的准确性与可靠性。以上就是如何提升厂房质量安全检查质量的几种方法,希望可以帮助大家进一步提升厂房质量安全检测质量。
钢结构磁粉检测在施加磁悬液时,可先喷洒一遍磁悬液使被测部位表面湿润,在磁化时再次喷洒磁 悬液。磁悬液宜喷洒在行进方向的前方,磁化应一直持续到磁粉施加完成为止,形成的磁痕 不应被流动的液体所破坏。 A.2.5 磁痕观察与记录应按下列要求进行: 1 磁痕的观察应在磁悬液施加形成磁痕后立即进行; 2 采用非荧光磁粉时,应在能清楚识别磁痕的自然光或灯光下进行观察(观察面亮度 应大于 500lx);采用荧光磁粉时,应使用符合本标准第 A.1.9 条规定的黑光灯装置,并应 在能识别荧光磁痕的亮度下进行观察(观察面亮度应小于 20lx); 45 3 应对磁痕进行分析判断,区分缺陷磁痕和非缺陷磁痕; 4 可采用照相、绘图等方法记录缺陷的磁痕。 A.2.6 检测完成后,应按下列要求进行后处理: 1 被测试件因剩磁而影响使用时,应及时进行退磁; 2 对被测部位表面应***磁粉,并清洗干净,必要时应进行防锈处理。既有钢结构的焊缝存在裂纹时进行。焊缝外观质量的无损检测方法有渗透检测。

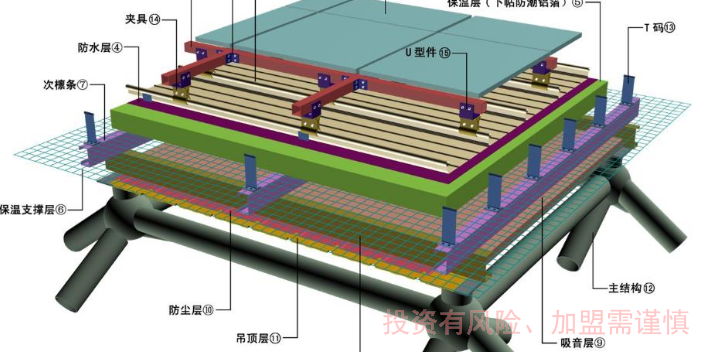
钢结构厂房的轻钢围护结构质量检测:轻钢围护结构连接质量检测除应按照相关标准的规定对紧固件的连接质量进行 检测外,尚应检测以下项目: 对屋面及墙面压型金属板的长度方向的搭接端与支承构件的连接方式进行检查,并 应对搭接长度进行检测,搭接长度的检测方法应符合相关标准的规定;对压型金属板的固定支架有无松动破损、变形,表面有无杂物等进行检查。轻钢围护结构尺寸检测主要包括檩条和墙架及连接件的外形尺寸和截面尺寸、檩条 间距、墙架间距、压型金属板几何尺寸和厚度等检测。未焊透的意思是母材金属未熔化,焊接金属未进入母材金属内而导致接头根部的缺陷。南通有资质的钢结构检验检测机构
外观质量检测可采用目视检测或辅以放大镜、焊缝量规和钢尺检查。贵州靠谱的钢结构检验检测送检流程图
钢结构防腐涂层厚度检测应符合下列规定:1应使用与被测构件基体金属具有相同性质的标准片对仪器进行校准,也可用待涂 装构件进行校准;检测期间关机再开机后,应对仪器重新校准。 2 检测前,应现场巡视、探察,应***测试点表面的防火层、灰尘、油污等,且测点 部位涂层应与钢材附着良好。检测部位应有代表性,在检测区域内分布宜均匀。有外观质量 缺陷的部位宜单独处理,不计入样本容量。 3 每个构件测 5 处,每处应检测 3 个相距 50mm 的测点,取每处 3 个测点测量值的 平均值为每处涂层厚度的**值,取 5 处 15 个测点的平均值为构件涂层厚度的**值。贵州靠谱的钢结构检验检测送检流程图
文章来源地址: http://swfw.chanpin818.com/jiancefuwu/deta_20899390.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。