[VIP第1年] 指数:3
[VIP第1年] 指数:3
伺服系统网络化是综合自动化技术发展的必然趋势,是控制技术、计算机技术和通信技术相结合的产物,现场总线是一种应用于生产现场,在现场设备之间、现场设备和控制装置之间实行双向、串形、多结点的数字通信技术。现场总线现已被广泛应用在伺服系统之间、伺服系统和其它**设备如人机界面HMI、可编程控制器PLC等信息交互传输。现场总线有如下几个类型FF;ProfiBus、WorldFIP,厦门富士伺服维修厂家、ControlNet/DeviveNet,厦门富士伺服维修厂家、CAN等。这些通讯协议都为多轴实时同步控制提供了可能性,厦门富士伺服维修厂家,也被一些伺服驱动器集成进去,从而使伺服系统达到了分布、开放、互联以及高可靠性。
在数控机床维修过程中, 有时会遇到一些比较特殊的故障, 例如: 有的机床在刚开机时, 系统和机床工作正常。但是, 当工作一段时间后, 将出现某一故障。这种故障有的通过关机后得以清理, 有的须经过关机较长的时间后, 机床才能重新工作。此类故障常常被人们称为“软故障”。由于此类故障的不确定性和发生故障的随机性 , 使得机床时好时坏 , 这给检查、测量带来了相当的困难。维修人员须具备较高的业务水平和丰富的实践经 验 , 仔细分析故障现象 , 才能判定故障原因 , 并加以解决。
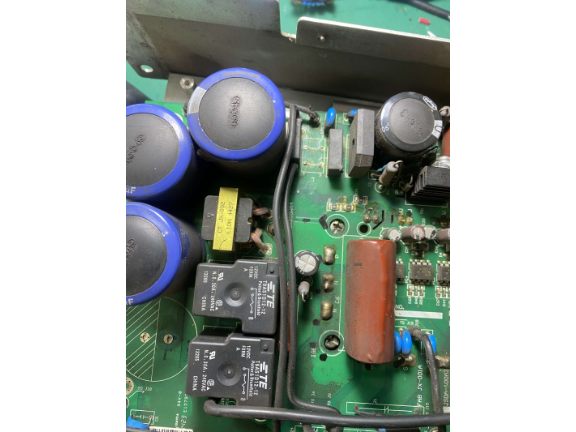
NC报警中因程序错误,操作错误引起的报警。如FANUC6ME系统的Nc出现090.091报警,原因可能是:①主电路故障和进给速度太低引起;②脉冲编码器不良;③脉冲编码器电源电压太低(此时调整电源15V电压,使主电路板的+5V端子上的电压值在4.95-5.10V内);④没有输人脉冲编码器的一转信号而不能正常执行参考点返回。伺服系统故障时常出现如下的报**,如FANUC 6ME系统的416、426、436、446、456伺服报警;STEMENS 880系统的1364伺服报警;STEEMENS 8系统的114、104等伺服报警,此时应检查:①轴脉冲编码器反馈信号断线、短路和信号丢失,用示渡器测A、B相一转信号,看其是否正常;②编码器内部故障,造成信号无法正确接收,检查其受到污染、太脏、变形等。
文章来源地址: http://swfw.chanpin818.com/wxjazfw/dzcpwxaz/deta_4197219.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。