[VIP第1年] 指数:3
[VIP第1年] 指数:3
通过定期维护和及时修复故障,可以使设备保持良好的运行状态,减少磨损和损坏。此外,维修还可以提高设备的可靠性和稳定性,确保产品质量的一致性。机床设备维修需要专业的技术和知识。维修人员需要了解机床设备的结构、原理和工作流程,掌握各种维修工具和设备的使用方法。他们还需要具备丰富的实践经验,能够快速准确地诊断故障,并采取有效的修复措施。为了提高维修人员的技术水平,企业可以定期组织培训和技术交流活动,让他们了解的维修技术和方法。CNC维修,就选昆山明星亮,有想法的可以来电购买CNC维修!德阳cnc加工中心维修设备

从使用角度来说,该点**1好是在电机常用的工作转速附近。此时电主轴的带载能力和效率都较低,苏州主轴维修,一般不希望在此点附近长时间工作。**1低转速是指电主轴的电机在额定负载下,能够稳定运行的**1低转速,所谓稳定运行就是平稳、无爬行现象。**1低转速往往与电机所配置的编码器分辨率有关,分辨率越高电机**1低转速越小,反之亦然。所以,**1低转速一般不作为电机的主要技术指标,而是在电机和驱动器构成系统后,作为驱动系统运行的主要指标。目前常用的旋转变压器作为编码器时,主轴电机**1低转速在50rpm左右,好一些的驱动器可以做到20rpm。但是编码器分辨率过高,又不利于电机高速运行,德阳cnc加工中心维修设备CNC维修,就选昆山明星亮,用户的信赖之选,欢迎您的来电!

一般情况下,负载惯量越大,设定值越大;3、在系统不产生振荡的条件下,尽量设定较小的值。 大输出转矩设置1、设置伺服电机的内部转矩限制值;2、设置值是额定转矩的百分比;3、任何时候,这个限制都有效定位完成范围;4、设定位置控制方式下定位完成脉冲范围;5、本参数提供了位置控制方式下驱动器判断是否完成定位的依据,当位置偏差计数器内的剩余脉冲数小于或等于本参数设定值时,驱动器认为定位已完成,到位开关信号为ON,否则为OFF;6、在位置控制方式时台达驱动器维修,输出位置定位完成信号郑州伺服驱动器维修,加减速时间常数;7、设置值是表示电机从0in的加速时间n的减速时间;8、加减速特性是线性的到达速度范围;9、设置到达速度;10、在非位置控制方式下,如果电机速度超过本设定值,则速度到达开关信号为ON,否则为OFF;11、在位置控制方式下,不用此参数;12、与旋转方向无关。安川伺服驱动器维修|驱动器维修|驱动器维修由郑州和信电气自动化有限公司提供。实力雄厚,信誉可靠,在河南郑州的变频器、分频器等行业积累了大批忠诚的客户。公司精益求精的工作态度和不断的完善创新理念将**郑州和信电气和您携手步入辉煌,共创美好未来!
高速电主轴轴承过紧的原因高速电主轴轴承过紧属于轴承故障中的一种,如果高速电主轴轴承长期处于过紧的状态,不但会影响工作效率,而且会减短高速电机的使用寿命,那么由专业高速电主轴维修**--华升机电为您讲解究竟是什么原因造成高速电机轴承过紧呢:1.高速电主轴维修人员对于适当减少高速电机的配合公差,和*大过盈量对电主轴轴承减少噪声的好处认识还不够,所以在维修过程中容易造成轴承过紧的情况。2.高速主轴电机修理时要使电主轴承外圈与端盖配合公差合适,维修人员偏重采用公差范围的下限,不愿提到上限,这样就使轴承室直径偏小,增大了与轴承外圈配合的过盈量,造成电主轴承过紧。3.由于高速电机配合过紧,主轴维修价格,轴承发热,使润滑脂被挤出去,轴承跑道局部无润滑油,久而久之,高速电机轴承就会过紧。所以大家要在维修高速电主轴轴承时注意以上三个方面,避免出现高速电机轴承过紧的情况,昆山明星亮致力于提供CNC维修,有想法的可以来电购买CNC维修!

机床设备维修的流程通常包括故障诊断、维修方案制定、维修实施和维修后的调试和验收。在故障诊断阶段,维修人员需要通过观察、测试和分析等手段。找出故障的原因和位置。然后,根据故障情况制定维修方案,包括维修方法、所需工具和材料等。在维修实施阶段,维修人员需要按照维修方案进行操作,确保维修质量和安全。维修完成后,还需要进行调试和验收,确保设备恢复正常运行。为了保障机床设备的正常运行,企业还需要建立完善的设备管理制度。这包括设备的日常维护、定期检查、故障记录和分析等。CNC维修,就选昆山明星亮,让您满意,欢迎您的来电哦!德阳cnc加工中心维修设备
昆山明星亮是一家专业提供CNC维修的公司,有想法的不要错过哦!德阳cnc加工中心维修设备
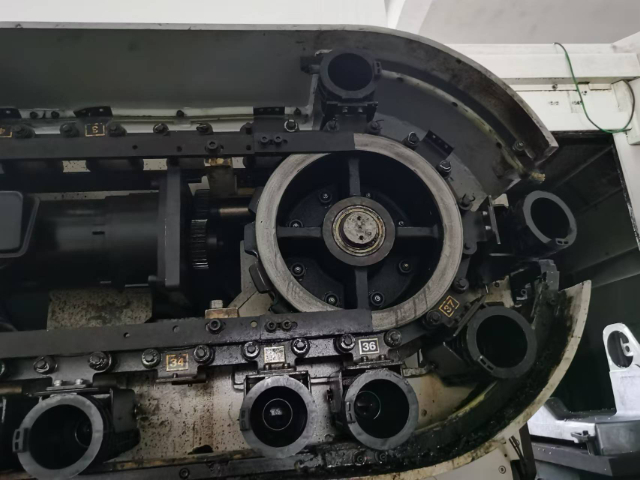
锁紧动力装置为锁紧伺服电机,锁紧伺服电机的输出轴同轴连接有锁紧轴,刹车带与锁紧轴的侧部固定连接,锁紧伺服电机带动锁紧轴转动,使刹车带绕在锁紧轴上,进而实现了对锁紧盘28的锁紧。电主轴14包括安装筒26、定子线圈27以及转子,安装筒26为竖向设置的圆筒,安装筒26的上下两端均敞口设置,定子线圈27同轴设置在安装筒26中部,且定子线圈27与安装筒26的内壁固定连接,转子同轴安装在安装筒26内,转子的中部设置有与定子线圈27相配合的转子线圈,转子的上端通过轴承与安装筒26的上端转动连接,转子的下端通过轴承与安装筒26的下端转动连接,安装筒26内设置有编码器,编码器设置在安装筒26上部。转子上端和下端均设置有两个轴承。安装筒26的下端同轴设置有端盖29,端盖29的直径大于安装筒26的直径,端盖29的中部设置有通孔,转子的下端穿过通孔并向下伸出,转子下端的两个轴承分别设置在端盖29的上下两侧,从而保证转子与安装筒26和端盖29连接牢固,避免转子发生轴向的移动。转子的下端同轴安装有电主轴刀架30。自锁机构包括锁紧盘28以及刹车带,锁紧盘28同轴设置在转子上部,锁紧盘28同轴设置在转子的上部,且锁紧盘28设置在安装筒26上部内。德阳cnc加工中心维修设备
文章来源地址: http://swfw.chanpin818.com/wxjazfw/jsbwxaz/deta_23679254.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。