[VIP第1年] 指数:3
[VIP第1年] 指数:3
在现代电子制造业中,FPC 凭借出色的柔韧性、轻薄特性,成为众多电子产品的主要组成部分。FPC 检测则是确保整个产业链稳定运行的关键环节。从原材料采购环节开始,对 FPC 基板材料的质量检测,决定了后续产品的基础性能。若基板材料存在质量问题,即便后续加工工艺再精良,也难以保证产品的可靠性。在生产过程中,每一道工序都可能引入新的缺陷,通过在各阶段进行针对性检测,能够及时发现并解决问题,避免缺陷累积,降低生产成本。到了产品交付阶段,的 FPC 检测,可确保终端电子产品符合市场的质量要求,维护企业的品牌声誉,保障消费者的使用体验。可见,FPC 检测贯穿整个生产周期,对提升产品质量、降低成本、维护品牌形象都有着不可替代的作用。借助激光测距仪,获取 FPC 精确尺寸数据。江苏线束FPC检测机构

虚拟现实(VR)技术以其沉浸式和交互性的特性,为 FPC 检测培训开拓了前所未有的路径。借助先进的图形渲染与传感器技术,VR 系统精心搭建起高度拟真的虚拟检测环境,涵盖各类 FPC 检测车间的布局细节,从照明条件到设备摆放皆栩栩如生。在这个虚拟场景里,学员能够如同置身真实工作场地一般,模拟操作光谱分析仪、X 射线检测仪等各类高精尖检测设备,执行焊点缺陷检测、线路连通性测试等不同类型的检测任务。VR 培训系统凭借精确的动作捕捉与模拟反馈机制,为学员带来近乎真实触感的操作体验,让学员在毫无风险的环境中尽情开展重复性练习,逐步深入熟悉检测流程的每一个细微环节,熟练掌握设备操作方法的精髓。与此同时,该系统配备智能分析模块,能够实时监控学员的操作步骤,迅速精细地反馈操作情况,清晰指出诸如检测参数设置不当、操作顺序有误等存在的问题,并依据问题根源提供详尽且具针对性的改进建议,助力学员及时纠正错误、优化操作。相较于传统依赖实物设备与场地的培训方式,VR 技术凭借其无实体损耗、可随时开启培训的优势,极大地提升了培训效率,降低设备购置、场地租赁等培训成本,从而培养出技术更为娴熟、操作更为规范的 FPC 检测人员 。广东FPC检测服务进行触摸功能测试,检查 FPC 触摸反馈效果。

在 FPC 检测过程中,人工检测和自动化检测各有优势,采用两者互补的模式能够提高检测的效率和准确性。人工检测具有灵活性和判断力强的特点,能够对一些复杂的缺陷进行准确判断,尤其适用于对外观和一些特殊缺陷的检测。但人工检测受检测人员的经验和状态影响较大,检测效率相对较低。自动化检测则具有速度快、精度高、重复性好的优势,能够对大规模生产的产品进行快速检测。但自动化检测在对一些复杂缺陷的识别和判断上还存在一定的局限性。因此,在实际检测过程中,将人工检测和自动化检测相结合,让人工检测负责处理复杂的、难以通过自动化检测识别的缺陷,自动化检测负责快速筛选和初步检测,实现两者的优势互补。
在线检测将检测环节融入 FPC 生产流水线,实现对生产过程的实时监控。生产过程中,一旦出现质量问题,在线检测系统能够及时发出警报,通知操作人员进行调整。与传统的离线检测相比,在线检测缩短了检测周期,提高了生产效率。例如,在 FPC 的贴装工序中,在线检测系统可以实时检测元器件的贴装位置和焊接质量,及时发现贴装偏移、虚焊等问题,避免后续工序的浪费。在线检测还能为生产过程的优化提供实时数据支持,通过对检测数据的分析,找出生产过程中的瓶颈和问题,优化生产工艺,提高产品质量的稳定性。检查 FPC 板面,寻找异物、残胶等缺陷痕迹。
FPC 生产设备的运行状况直接影响产品质量,因此生产设备与检测工作的协同至关重要。钻孔机在钻孔过程中,通过实时监测钻孔参数和对钻出孔洞的检测,能够及时发现钻孔位置偏差、孔径不一致等问题,为调整钻孔机参数提供依据。激光机在切割过程中,结合检测设备对切割边缘的质量检测,优化激光切割参数,提高切割质量。真空曝光机在曝光过程中,通过对曝光参数的控制和对曝光后电路图案的检测,确保图案的精度和清晰度。层压机在层压过程中,通过对层压参数的监测和对层压后 FPC 的分层检测,保证层压质量。通过生产设备与检测工作的协同优化,实现了对 FPC 生产过程的监控和质量提升。检测 FPC 弯曲半径,看是否达到设计指标。苏州铜箔FPC检测报价
核对检测标准,确保 FPC 检测合规。江苏线束FPC检测机构
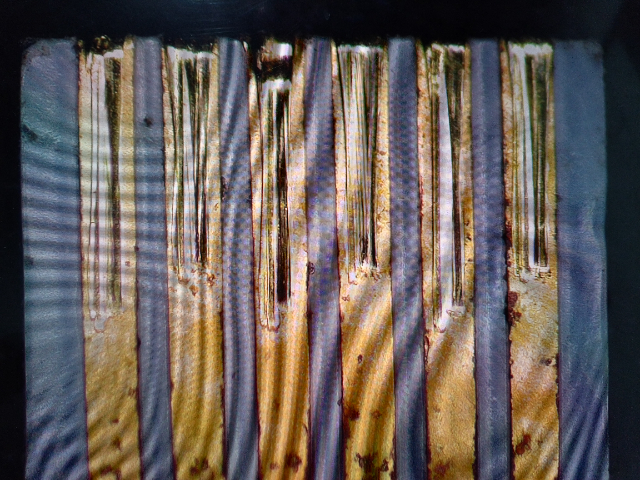
FPC 金相切片检测是一种常用的微观检测方法,能够对 FPC 的内部结构和焊点质量进行深入分析。该检测流程主要包括取样、镶嵌、研磨、抛光、显微观察及分析等步骤。
在取样环节,由于 FPC 轻薄可弯折的特性,可以直接使用剪刀精确取样。取样时,剪开位置一般平行于被测位置,且离被测位置 3 - 5mm 以上,以避免剪取的应力影响被测位置。若样品表面有补强片或元器件,应避开这些部位,防止样品因应力损伤。
镶嵌过程中,对于锡球焊点的检测,需要保证良好的边缘保护性,通常选择树脂收缩率低的镶嵌材料。冷镶嵌时,将固化剂与树脂按照 1:2 的配比仔细混合,搅拌时应缓慢,避免形成过量气泡。混合好的配料静置数分钟后,先在模具底部铺上一层树脂镶嵌料,再将样品置于模具中心,用搅拌棒将样品压至模具底部,使其充分接触树脂镶嵌料,然后继续倒入树脂镶嵌料将整个试样覆盖。之后,将模具放入压力型冷镶嵌机,加压至 2bar 左右,保压一段时间,待样品凝固。 江苏线束FPC检测机构
文章来源地址: http://swfw.chanpin818.com/jiancefuwu/deta_27231030.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。