[VIP第1年] 指数:3
[VIP第1年] 指数:3
可视化:
数据可视化呈现:借助先进的可视化技术,如大数据可视化大屏、3D 模拟等,MES 系统将以更直观、更清晰的方式展示生产数据和信息。管理人员可以通过可视化界面实时了解生产进度、设备运行状态、质量指标等关键信息,快速掌握生产全局。
虚拟工厂与现实映射:通过构建虚拟工厂模型,实现与实际生产现场的实时映射和交互。这使得管理者可以在虚拟环境中进行生产模拟、优化布局、测试新的生产流程等,提前发现潜在问题并进行优化,提高生产的可靠性和效率。 MES 系统适用于多种制造行业,如汽车、电子、食品饮料、化工、制药、航空航天等。南通求知MES系统

客户案例和口碑是衡量一个MES系统供应商实力的重要参考指标。通过了解供应商以往的客户案例,可以评估其在机械加工行业的实际实施能力和项目经验。例如,供应商是否有类似企业的成功案例,是否在项目实施过程中取得了效果等。此外,客户的口碑也是一个重要的参考因素,可以通过咨询供应商的现有客户,了解其对供应商服务质量、系统稳定性和实施效果的评价。具备丰富客户案例和良好口碑的供应商通常更值得信赖,帮助企业提升整体生产效率和降低运营成本。南京制造业MES执行系统MES以对生产现场的各种要素进行精确调度、实时监控和严格管控。

在SMT行业中,MES系统的应用可以涉及设备集成和智能货架等方面。首先,MES系统可以通过设备集成功能,将生产设备与MES系统进行连接和集成。通过实时监控设备状态和数据,企业可以实现对设备的远程控制和管理,提高设备的利用率和生产效率。同时,MES系统还可以进行设备故障诊断和预测,帮助企业及时发现设备问题并进行维修,减少设备停机时间,提高生产稳定性。其次,MES系统可以与智能货架进行集成,实现对物料的智能管理和优化。通过智能货架的传感器和RFID技术,MES系统可以实时掌握物料的存放和使用情况,避免物料过期或丢失。同时,MES系统可以根据生产计划和需求进行物料的自动补充和调配,减少人工操作和物料浪费,提高物料管理的效率和准确性。总的来说,贴片行业中的MES系统可以通过设备集成和智能货架等功能,提高生产设备的利用率和生产效率,优化物料管理,减少人工操作和物料浪费。这些功能的应用可以帮助企业降低生产成本,提高生产效率和质量,增强企业竞争力。如果您对贴片行业中的MES系统还有其他问题,欢迎继续咨询。
中国MES的发展历程可以追溯到上世纪80年代中期,当时MES系统逐渐被引进中国,但由于国内企业对信息化建设的认识和投入程度较低,MES系统的应用还很有限。这个阶段的MES系统主要是基于传统的计算机技术,功能相对简单,局限性较多。到了90年代中期,随着国内制造业的快速发展和信息化水平的提高,MES系统逐渐得到广泛应用,成为国内制造企业信息化建设的重点。这个阶段,国内MES厂商开始崛起,一些国际MES厂商也相继进入中国市场,市场竞争逐渐加剧。同时,MES系统也逐渐向更加智能化、高效化方向发展,采用了一些新的技术,如云计算、大数据、物联网等,实现了企业内部生产过程的自动化和智能化。MES 系统可以记录详细的生产数据,包括温度、湿度、压力等工艺参数,保证药品质量的稳定性和安全性。

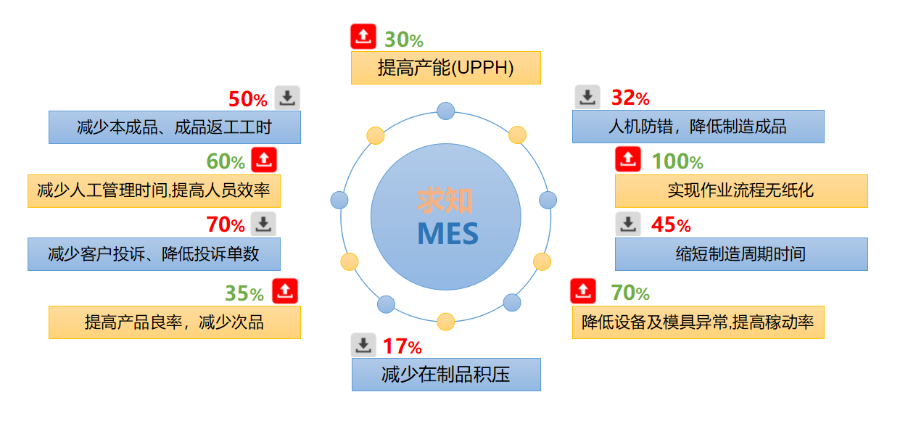
MES(ManufacturingExecutionSystem),又称制造业执行系统,是指企业为了控制、协调和管理生产过程而设置的系统。一般来说,MES是在ERP系统的基础上建立的。ERP(EnterpriseResourcePlanning)指企业资源计划系统,是企业内部管理的基本系统。那么针对MES,我们可以从以下几个角度进行分析。一、MES的功能MES系统可以帮助生产企业在计划、管理、生产、检验、分析等方面实现智能化,提升生产效率、降低成本和提高产品质量。具体而言,MES可以完成以下功能:生产管理、工艺流程管理、工艺过程控制、质量管理、物料管理、设备管理、生产数据分析和决策支持等。二、MES的应用价值MES作为一个集成了ERP、生产控制系统、产品数据管理等多个应用功能的系统,在实际应用中可以带来诸多价值。首先,MES可以使企业实现生产资源的有效规划、协调和控制,保证生产计划的准确性和可行性;其次,MES可以通过对生产数据、质量数据进行实时监测和分析,提高生产过程的稳定性和可控性,降低成本和提高生产效率;MES还可以提供生产过程的可追溯性和可视化,为企业的质量管理和生产决策提供依据。 通过优化生产计划和排程,合理安排生产任务,减少生产中的等待时间和浪费,提高生产效率。南京制造业MES制作执行管理系统
例如,企业应用 MES 系统后,生产周期可能缩短 10% - 30%,设备利用率提高 15% - 25%。南通求知MES系统
MES系统和MOM系统是用于管控生产管理的关键工具,可以提升品质管理效率,打造数字化工厂。MES系统通过实时数据采集和分析,监控和控制生产过程中的各个环节,包括物料、设备、人员和工艺等,实现生产计划的执行和调整。它提供了实时的生产指标和数据,帮助企业管理层和生产人员监测生产状况,及时发现和解决问题,提高生产效率和资源利用率。MOM系统是在MES系统基础上进一步完善和扩展的,它包括了更多的功能模块,如质量管理、能源管理、设备维护等。MOM系统通过集成各个生产环节的数据和信息,实现qua全流程的管控和优化。它可以帮助企业实现品质管理的标准化和自动化,提升产品质量和一致性。通过MES系统和MOM系统的应用,企业可以实现生产过程的数字化和智能化管理,打造数字化工厂。这将提升企业的竞争力,降低成本,提高效率,同时还能提供更好的品质管理和客户满意度。总而言之,MES系统和MOM系统在生产管理中起到了重要的作用,它们通过提供实时数据和综合管理功能,帮助企业提升品质管理效率,实现数字化工厂的目标。如果您对此还有更多疑问,欢迎继续提问。南通求知MES系统
文章来源地址: http://swfw.chanpin818.com/rjkf/deta_24320222.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。